
Fodermaterialets egenskaper spelar en avgörande roll för att bestämma livslängden hoskäftkrossdelarOperatörer som hanterar hårdhet, slipförmåga, partikelstorlek och fuktighet kan förlänga livslängden påmanganstål slitdelar till käftkross.
- Hög hårdhet och slipkraft ökar utbytesgraden och energiförbrukningen.
- Fukt och klibbighet kan orsaka igensättning, vilket leder till mer underhåll.
- Konsekvent matningsstorlek hjälper till att förhindra stillestånd och förbättrar krossens prestanda.
Att välja rättkäftkrossmaskinochkrossdelarsänker kostnaderna och ökar effektiviteten.
Viktiga slutsatser
- Hårdhet och slipkraft hos matningsmaterial ökar slitaget på käftkrossarnas delar avsevärt, så operatörer bör justera inställningarna och välja starka material för att förlänga delarnas livslängd.
- Att kontrollera foderstorleken och ta bort för stora stenar eller finkornighet hjälper till att förhindra ojämnt slitage och blockeringar, vilket förbättrarkrosseffektivitetoch minskar underhållet.
- Fukt och klibbiga material orsakar igensättning och extra belastning på krossens delar, så att hantera fukt genom torkning och siktning håller krossarna igång smidigt.
- Att välja rättmaterial för käftplattanoch konstruktioner baserade på matningsegenskaper kan mångdubbla livslängden och minska stilleståndstiden.
- Regelbunden inspektion, korrekt underhåll och operatörsutbildning är avgörande för att upptäcka slitage tidigt och hålla krossarna igång effektivt längre.
Viktiga egenskaper hos matningsmaterialet och slitage på käftkrossmaskiner
Hårdhet hos fodermaterialet
Hårdhet framstår som en av de viktigaste egenskaperna som påverkar käftkrossarnas slitage. Hårda bergarter, såsom granit eller basalt, kräver mer kraft för att krossas. Denna extra kraft ökar belastningen på käftplattorna och fodren. När operatörer matar in hårdare material i käftkrossmaskinen utsätts plattorna för mer skär- och flisslitage. Studier visar att bergarter med högre tryckhållfasthet och brottseghet orsakar snabbare slitage. Operatörer märker ofta att käftarnas utlösningsände slits ut först vid bearbetning av mindre, hårdare partiklar. Att justera krossinställningarna baserat på matningens hårdhet kan bidra till att minska slitaget och förlänga delarnas livslängd.
Slitstyrka och mineralsammansättning
Slitstyrka och mineralsammansättning spelar också en viktig roll i slitagemönster. Mineraler som kvartsit och granit är mycket slipande. Dessa mineraler slipar mot käftplattorna, vilket orsakar snabb ytnedbrytning. Om råmaterialet innehåller en hög andel slipande mineraler, standardmanganstålfoderkan slitas ut snabbt. Att välja rätt fodermaterial, såsom högkromjärn eller kompositlegeringar, kan bidra till att motstå denna typ av slitage. Operatörer bör också vara uppmärksamma på kontaminering i matningen, eftersom lösjärn eller överdimensionerade stenar kan orsaka kantflisning och sprickbildning.
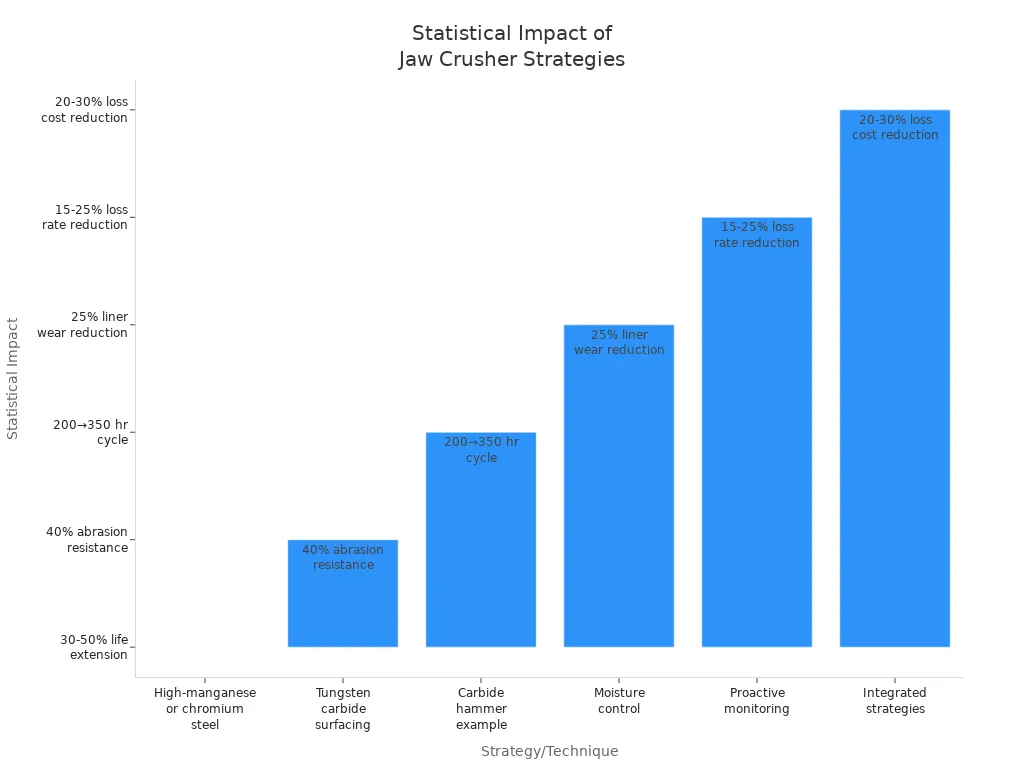
Tips: Att matcha fodermaterialet med fodrets mineralsammansättning kan förlänga livslängden med upp till fem gånger och minska underhållskostnaderna.
Partikelstorlek och storleksfördelning
Partikelstorleken och dess fördelning påverkar direkt hur ofta käftplattorna behöver bytas ut. När inmatningen innehåller många överdimensionerade stenar utsätts vissa områden av käftplattorna för upprepade stötar. Detta leder till ojämnt slitage och mer frekventa byten. För mycket finmaterial i inmatningen kan orsaka blockeringar, vilket också förkortar plattornas livslängd. En välkontrollerad fördelning av inmatningsstorleken främjar jämnt slitage och stabil drift. Operatörer som övervakar och justerar inmatningsstorleken kan minska driftskostnaderna och hålla käftkrossmaskinen igång effektivt.
Fukthalt och klibbighet
Fukthalten i råmaterial spelar en betydande roll för käftkrossens prestanda. När råmaterial innehåller hög fuktighet, särskilt när det blandas med finmaterial eller lera, leder det ofta till driftsutmaningar. Klibbiga material tenderar att fastna på ytorna inuti krossen. Denna klibbighet kan orsaka blockeringar, även kända som igensättning, vilket stör krossningsprocessen.
Operatörer märker ofta att fuktiga fina material, som lera, inte lätt bryts isär. Istället komprimeras dessa material till en tät massa inuti krosskammaren. Denna process, kallad "pancaking", ökar belastningen på krossens motor. Om den lämnas okontrollerad kan pancaking stoppa krossen helt. Även om fukt inte direkt ökar slitagehastigheten på käftplattor eller foder, kan den resulterande igensättningen och motoröverbelastningen minska effektiviteten och leda till snabbare slitage över tid.
Flera praktiska steg hjälper till att hantera fukt och klibbighet i foderråvara:
- Att förtorka fodret för att minska fukthalten till under 5 % hjälper till att förhindra att materialet fastnar.
- Att sålla bort finfördelat material innan krossen matas med minskar risken för igensättning.
- Att installera anti-stick-beläggningar, såsom teflonbelagda ytor i matarrännor, minimerar materialvidhäftning.
- Att använda baffelväggar för att omdirigera materialflödet, särskilt med vibrerande matare, kan ytterligare minska igensättning.
Obs: Operatörer som övervakar fuktnivåerna och justerar sina processer kan bibehålla en jämnare krossdrift och förlänga livslängden på slitdelar.
Att hantera fukt och klibbighet i råmaterial förbättrar inte bara krossarnas tillförlitlighet utan sänker även underhållskostnaderna. Genom att vidta dessa åtgärder säkerställer operatörerna att käftkrossarna fungerar effektivt, även vid bearbetning av utmanande material.
Matningsegenskapernas inverkan på käftkrossmaskinens delar
Hårdhetseffekter på slitage av käftplatta och foder

Hårdheten hos råmaterialet påverkar direkt slitagehastigheten hos käftplattor och foder. Hårdare bergarter, såsom granit eller kvartsit, kräver mer kraft för att brytas. Denna ökade kraft leder till högre belastning på käftkrossens kontaktytor. Med tiden orsakar upprepade stötar från hårda material slitage vid mejseln, vilket uppträder som djupa repor, spår och gropar på käftplattorna. Operatörer observerar ofta att krossningszonerna utsätts för det mesta slitaget, särskilt vid bearbetning av höghård malm.
Utmattningsslitage uppstår också när käftplattorna utsätts för upprepade kompressions- och stötbelastningar. Sprickor bildas och sprider sig, vilket så småningom orsakar spröda brott. Matningszonen, där stenarna först kommer in i krossen, är särskilt sårbar för denna typ av skador.Käftplattor av hög manganstålkan motstå en del av detta slitage eftersom de deformationshärdande under drift, men även dessa material har begränsningar när de utsätts för extremt hård matning.
Tips: Regelbunden övervakning av hårdheten på inkommande material hjälper operatörerna att justera krossinställningarna och välja rätt fodermaterial, vilket minskar oväntade stilleståndstider.
Slipmedel och ytnedbrytning
Slipande mineraler i råmaterialet, såsom kvarts eller kiseldioxid, accelererar ytnedbrytning avkäftkrossdelarLaboratorietest med nötning, inklusive mejslingstester, visar en stark korrelation med verkliga slitagemönster. Dessa tester visar att slipande mineraler orsakar mikroplogning, mikroskärning och mikrosprickbildning på ytan av käftplattor och foder. När slipande partiklar glider och trycker mot metallen avlägsnar de små fragment, vilket leder till volymförlust och grova ytor.
Fältstudier bekräftar att närvaron av slipande mineraler ökar graden av ytslitage. De viktigaste slitagemekanismerna inkluderar:
- Lågspänningsrepor och nötning:Uppstår när partiklar glider över ytan utan särskilt stor kompression.
- Högspänningsslipning:Händer när mindre partiklar slipar mot ytan under tryck.
- Mejsling av nötning:Resultatet är att stora, hårda partiklar påverkar och komprimerar käftplattorna.
Tabellen nedan sammanfattar vanliga slitagemönster och deras orsaker:
| Typ av slitagemönster | Beskrivning | Orsak / Påverkande faktorer | Käkplattans område | Kraftegenskaper |
|---|---|---|---|---|
| Slitage vid mejselbearbetning | Djupa repor, spår och gropar | Upprepad påverkan och extrudering av malmer | Krossningszoner (M, ML, L) | Hög normal, måttlig tangentiell |
| Trötthetsslitage | Sprickor och sprödbrott | Långvarig upprepad påverkan | Matningszon (H) | Hög normal, lägre tangentiell |
| Slitage | Repor, slipning, urholkning och nötning | Partikelstorlek, hårdhet, tryck-/skjuvhållfasthet | Krossningszoner (M, ML, L) | Hög normal och tangentiell |
| Korrosionsslitage | Oxidation på grund av fukt | Vattenhalt i foder | Alla regioner | Kemiskt slitage |
Materialegenskaper som hårdhet, seghet och mikrostruktur påverkar också hur väl käftkrossens delar motstår abrasivt slitage. Förändringar i fodrets geometri på grund av slitage kan påverka krossens prestanda, vilket gör regelbunden inspektion avgörande.
Överdimensionerat foder och påverkan av finfoderinnehåll
Storleksfördelningen på matningsmaterialet spelar en viktig roll för slitage på käftplattor och foder. Överdimensionerade bergarter skapar koncentrerade stötzoner på käftplattorna. Dessa stötar orsakar ojämnt slitage, där vissa områden slits ut snabbare än andra. När stora partiklar kommer in i krossen kan de också orsaka urholkning, vilket leder till djupa spår och gropar.
För mycket finmaterial i matningen utgör en annan utmaning. Fina partiklar kan fylla mellanrum mellan större stenar, vilket ökar risken för blockeringar. Dessa blockeringar tvingar krossen att arbeta hårdare, vilket höjer temperaturen och belastningen på slitdelar. Med tiden kan detta accelerera slipande och utmattningsförslitning, särskilt om finmaterialet innehåller slipande mineraler.
Operatörer kan hantera dessa risker genom att:
- Siktning av råmaterial för att avlägsna överflödigt finmaterial innan det kommer in i krossen.
- Justera inställningen för stängd sida (CSS) för att kontrollera storleken på det material som passerar igenom.
- Övervakning av andelen överdimensionerade stenar och justering av matningsarrangemanget.
Obs: Konsekvent matningsstorlek och kontrollerat finmaterialinnehåll bidrar till jämnt slitage över käftplattorna, vilket förbättrar käftkrossmaskinens effektivitet och livslängd.
Fuktrelaterade slitagemekanismer
Fukt i råmaterial kan förändra hur käftkrossdelar slits under drift. Vatten fungerar både som smörjmedel och katalysator för slitage, beroende på förhållandena inuti krossen. Operatörer ser ofta olika slitagemönster vid bearbetning av våta eller klibbiga material jämfört med torra, fritt flytande stenar.
Direkta effekter av fukt på slitage:
- Vatten kan skapa en tunn film mellan berget och käftplattan. Denna film minskar ibland friktionen, vilket saktar ner nötningsförslitning.
- I många fall blandas fukt med fina partiklar och lera. Denna blandning bildar en klibbig pasta som fastnar på käkplattorna och fodren.
- Klibbigt material orsakar "pancaking", där lager av vått finmaterial byggs upp på krossens ytor. Dessa lager fångar slipande partiklar och ökar slipverkan mot metallen.
Indirekta effekter och sekundära skador:
- Fukt främjar korrosion, särskilt i kombination med mineraler som reagerar med vatten. Korrosion försvagar ytan på käftplattor och foder, vilket gör dem mer sårbara för mekaniskt slitage.
- Vått matningsmaterial leder ofta till blockeringar. När krossen blockerar måste maskinen arbeta hårdare för att lossa hindret. Denna extra kraft ökar belastningen på slitdelarna.
- Hög fukthalt kan orsaka ojämnt slitage. Vissa områden på käftplattan kan förbli täckta av vått material, medan andra förblir exponerade. Denna skillnad leder till ojämna slitagemönster och minskar delarnas totala livslängd.
Notera:Operatörer bör övervaka både fukthalten och typen av finmaterial i råmaterialet. Lerrika material med hög vattenhalt orsakar mer allvarligt slitage än ren, våt sand.
Vanliga fuktrelaterade slitagemekanismer:
| Mekanism | Beskrivning | Typiskt resultat |
|---|---|---|
| Smörjningseffekt | Vattenfilm minskar friktion | Långsammare slipande slitage |
| Pannkakning/Uppbyggnad | Klibbiga partiklar fäster på ytor | Ökat slipande och slitage |
| Frätande slitage | Vatten och mineraler orsakar kemiska reaktioner | Rost, gropfrätning, ytskador |
| Blockeringsinducerad stress | Vått material täpper till krossen och höjer lasten | Accelererad utmattning och slitage |
| Ojämna slitagemönster | Fukt skyddar vissa områden, exponerar andra | Ojämnt, oförutsägbart slitage |
Praktiska steg för att hantera fuktrelaterat slitage:
- Operatörer kan försikta inmatningsmaterialet för att ta bort överflödigt finmaterial och lera innan krossning.
- Installation av fuktsensorer hjälper till att spåra förändringar i foderförhållandena.
- Att använda anti-stick-beläggningar eller -skydd på rännor och krossytor minskar materialansamling.
- Regelbunden rengöring och inspektion förhindrar långsiktiga skador från korrosion och blockeringar.
Dricks:Operatörer som kontrollerar fukt och finfördelat material i matningen kan förlänga livslängden på käftkrossdelar och minska oplanerade stilleståndstider.
Fuktrelaterade slitagemekanismer innebär unika utmaningar vid industriell krossning. Genom att förstå dessa effekter kan operatörer fatta bättre beslut om matningsberedning, krossinställningar och underhållsscheman. Denna kunskap leder till längre livslängd för delarna och mer tillförlitlig krossprestanda.
Industriella fallstudier: Käftkrossmaskinens prestanda

Bearbetning av höghård malm
Gruvdrift bearbetar ofta malmer med mycket hög hårdhet, såsom granit eller kvartsit. Dessa material utsätter käftkrossarnas delar för extrem belastning. Operatörerna märker att käftplattor och foder slits ut snabbare vid krossning av dessa tuffa bergarter. Högmanganhaltiga stålplattor hjälper till att motstå detta slitage eftersom de blir hårdare under användning. På en gruvplats bytte operatörerna till specialanpassade käftplattor med en speciell tandprofil. Denna förändring förbättrade livslängden och minskade antalet driftstopp för underhåll. Regelbunden inspektion och snabba utbyten av slitna delar höll krossen igång smidigt. Operatörerna justerade också matningsarrangemanget för att undvika överbelastning av maskinen.
Produktion av slipande aggregat
Produktion av slipande ballast, såsom krossning av basalt eller kvartsrikt grus, skapar en tuff miljö för käftkrossdelar. Operatörer upplever höga nötnings- och slagkrafter i dessa miljöer. De använder högkvalitativa material som manganstål för käftplattor på grund av dess deformationshärdande egenskaper. Plattornas form och tandprofil spelar en nyckelroll för att hantera slitage. Att anpassa slitdelar för det specifika ballasten hjälper till att fördela slitaget jämnare och ökar effektiviteten. Operatörer i dessa miljöer följer strikta underhållsscheman. De byter ut delar vid rätt tidpunkt för att förhindra oväntade fel.
- Slitdelar i käftkrossar utsätts för betydande nötnings- och stötkrafter vid tillverkning av slipmedel.
- Högkvalitativa material och specialdesignade konstruktioner bidrar till att motstå slitage och förbättra effektiviteten.
- Underhållstidpunkten är avgörande för att optimera livslängden.
Tabellen nedan sammanfattar skillnaderna mellan slipande och mindre slipande tillämpningar:
| Applikationstyp | Slitstyrka | Material som använts | Underhållsbehov |
|---|---|---|---|
| Slipande aggregat | Hög | Manganstål | Frekvent, Schemalagd |
| Mindre slipande | Lägre | Standardlegeringar | Mindre frekvent |
Variabel matningsstorlek i återvinningsapplikationer
Återvinningsoperationer hanterar ofta matningsmaterial som varierar i storlek och form. Denna variation påverkar käftkrossmaskinens prestanda och delars livslängd. Operatörer ser ibland igensättning eller till och med maskinstopp när matningen innehåller stora eller udda formade bitar. Förskjutningen av krosskäften ändras med matningens höjd, vilket påverkar effektiviteten. Innan operatörerna väljer en käftkross för återvinning analyserar de materialets egenskaper och förväntade matningsstorlek. Energianvändningen beror också på materialets hållfasthet och krossens öppningsstorlek. Krossning av höghållfast betong förbrukar mycket mer energi än mjukare material. Mindre öppningsstorlekar ökar också energiförbrukningen. Dessa faktorer visar att varierande matningsstorlek och materialegenskaper spelar en stor roll för krossens prestanda och slitdelars livslängd.
Operatörer som övervakar matningsstorleken och justerar krossinställningarna kan minska slitage och förbättra effektiviteten i återvinningstillämpningar.
Övervakning och minskning av slitage i käftkrossmaskinens drift
Val av material för käftplatta och foder
Att välja rättkäftplatta och fodermaterialär avgörande för att minska slitage i industriella krossar. Operatörer väljer ofta manganstålkvaliteter baserat på råmaterialets hårdhet och slipförmåga. Tabellen nedan jämför vanliga material och deras prestanda:
| Materialtyp | Viktiga egenskaper | Lämplighet för hårda/slitande material | Slitstyrka jämfört med Mn18Cr2 |
|---|---|---|---|
| Mn14Cr2 | Hög slagtålighet, nötningsbeständighet | Mjuka eller icke-slipande stenar | Baslinje |
| Mn18Cr2 | Utmärkt deformationshärdning, nötningsbeständighet | Medel till svåra, icke-slipande stenar | Baslinje |
| Mn22Cr2 | Överlägsen nötningsbeständighet, längre livslängd | Hårda och slipande stenar | Längre än Mn18Cr2 |
| TIC-insatser | Mycket hög hårdhet, slagtålig | Mycket hårda och slipande material | 1,5 till 2,5 gånger längre än Mn18Cr2 |
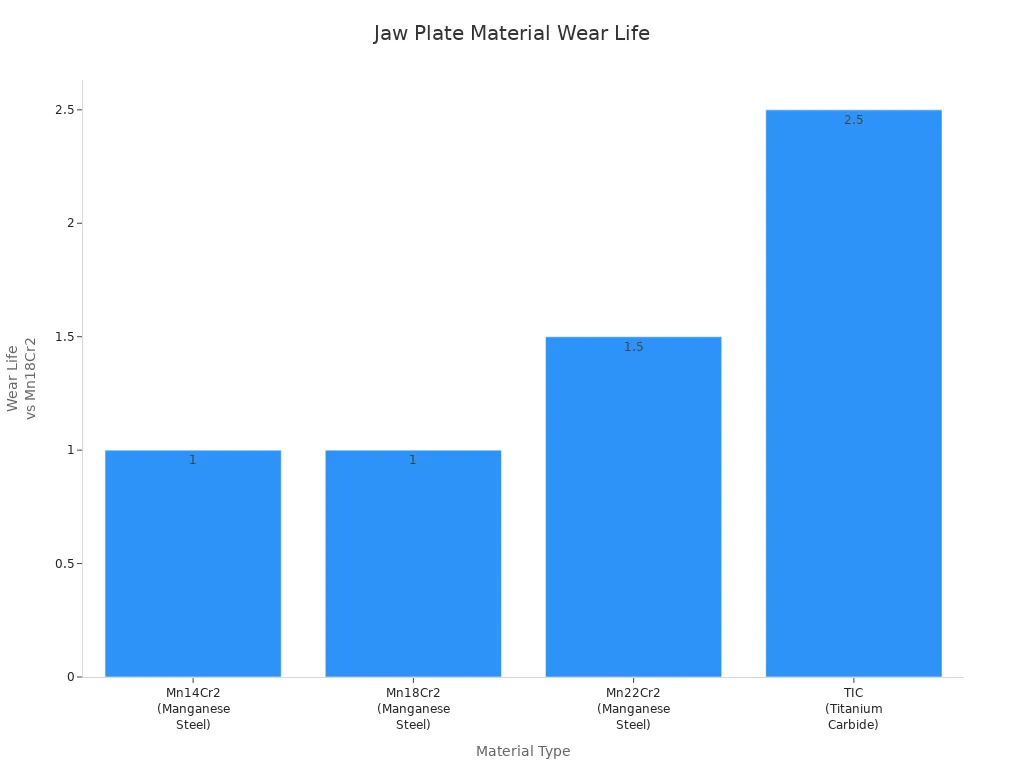
Operatörer som bearbetar hårda eller slipande råmaterial väljer ofta Mn22Cr2- eller TIC-insatsplattor för längre livslängd och minskad stilleståndstid.
Justera krossinställningar och matningsarrangemang
Korrekta krossinställningar och matningsarrangemang hjälper till att förlänga livslängden på käftplattor och foder. Operatörer använder flera strategier:
- Inline-matning justerar materialet med krossöppningen, vilket minskar igensättning och ojämnt slitage.
- Chokematning håller kammaren fylld till minst 80 %, vilket främjar jämnt slitage och effektiv krossning.
- Försiktning tar bort finfördelat material och överdimensionerat material, vilket förhindrar blockeringar och ojämnt slitage.
- Välgraderad matning säkerställer jämn genomströmning och minskar lokalt slitage.
- Att begränsa metallinnehållet i matningen skyddar komponenterna från skador.
Justering av inställningen för den stängda sidan styr även nypvinkeln och krossningseffektiviteten. Konsekvent strypmatning och korrekta inställningar upprätthåller jämn slitage och förbättrar käftkrossmaskinens livslängd.
Underhållsstrategier och slitageövervakning
Effektiva underhållsstrategier minskar slitage och förhindrar oväntade fel. Operatörer förlitar sig på:
- Förebyggande underhåll, vilket inkluderar schemalagda inspektioner och byte av delar innan fel uppstår.
- Förebyggande underhåll, med hjälp av sensorer och övervakningsverktyg för att upptäcka onormala förhållanden tidigt och planera reparationer i tid.
- Avancerade övervakningssystem, såsom ultraljudssensorer och telematik, ger realtidsdata om matningsnivåer och utrustningens status.
Operatörer använder dessa strategier för att spåra slitageförloppet och justera driften efter behov. Realtidsövervakning och automatisering hjälper till att upprätthålla ett stabilt materialflöde, minska slitage och förbättra krossens prestanda.
Tips: Att kombinera förebyggande och prediktivt underhåll med modern övervakningsteknik leder till längre livslängd för delar och färre oplanerade driftstopp.
Prediktiva metoder för förlängd livslängd för delar
Moderna industriella verksamheter förlitar sig på prediktivt underhåll för att hålla käftkrossmaskinerna igång effektivt. Prediktiva metoder använder teknik och regelbunden övervakning för att upptäcka problem innan de orsakar skador. Operatörer kan förlänga livslängden på käftkrossdelar genom att följa dessa smarta metoder:
- Installera sensorer för att övervaka smörjoljetemperatur och filterskick. Tidig upptäckt av förändringar signalerar potentiella problem.
- Schemalägg dagliga, veckovisa och månatliga inspektioner med hjälp av detaljerade checklistor. Regelbundna kontroller hjälper till att upptäcka slitage innan det blir allvarligt.
- Välj käftplattor med högre manganhalt, såsom ZGMn13. Dessa material håller längre under tuffa förhållanden.
- Dra åt bultar och muttrar och matcha kuggtopparna med dalarna. Korrekt montering förhindrar ojämnt slitage och tidigt delhaveri.
- Lägg till vibrationsreducerande anordningar och kontrollera matningshastigheten. Dessa steg minskar belastningen på krossen och bromsar slitaget.
Operatörer som använder prediktivt underhåll ser färre oväntade haverier och längre livslängd för delar.
Verkliga data visar effekten av dessa strategier. Tabellen nedan belyser viktiga förbättringar från prediktivt underhåll:
| Prestandamätvärde | Förbättringsstatistik | Beskrivning av påverkan |
|---|---|---|
| Livslängdsförlängning av krossdelar | Upp till 30 % | Högkvalitativa material och förebyggande omsorg minskar antalet utbyten. |
| Minskning av driftstopp | Upp till 30 % | Smarta sensorer och tidig detektering minskar risken för oplanerade stopp. |
| Besparingar på underhållskostnader | Upp till 30 % | Behovsbaserat underhåll sänker kostnaderna. |
| Förlängning av slitdelars livslängd (AI-driven) | 15–20 % | AI och automatisering ökar hållbarheten. |
| Minskad frekvens av foderbyten | 35 % | Prediktiva verktyg innebär färre byten av foder. |
| Ökning av slitdelars livslängd (automatisering) | 2 till 4 gånger | Automatiserad optimering förlänger delens livslängd avsevärt. |
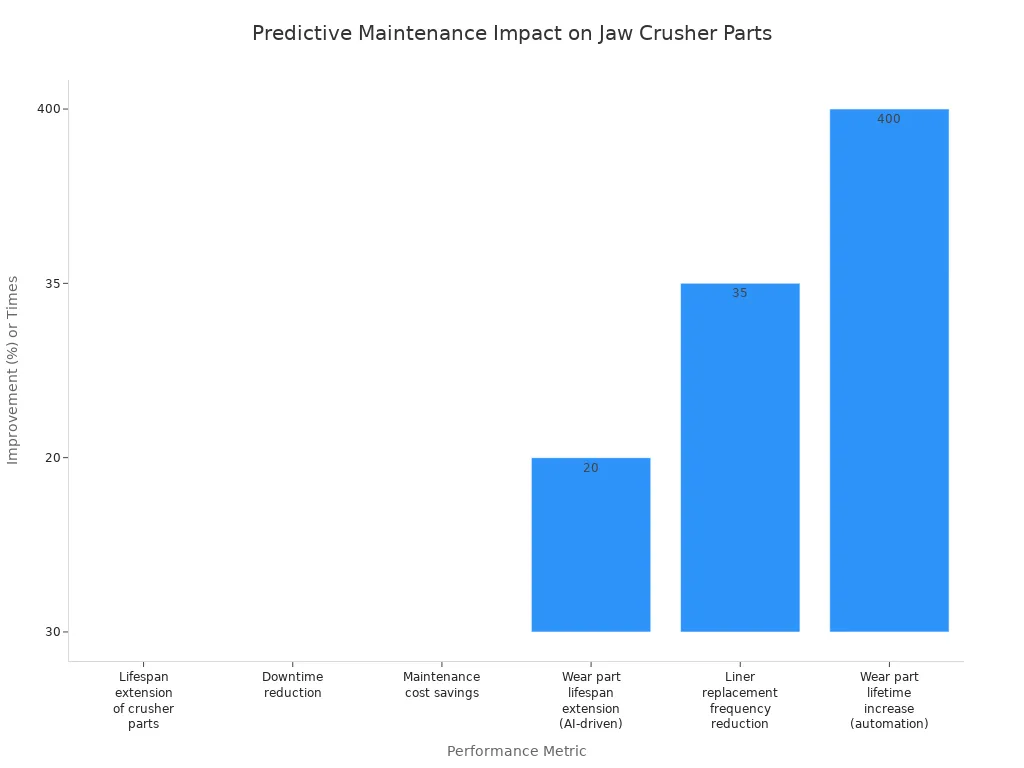
Smarta krossstyrsystem, som de som används i ledande verksamheter, har ökat slitdelarnas livslängd med 15–20 %. Stilleståndstider minskade med 40 % och frekvensen för foderbyten minskade med 35 %. Sensorer som spårar temperatur, vibrationer och slitage hjälper operatörer att agera innan fel inträffar. Denna övergång från reaktivt till prediktivt underhåll håller maskinerna igång längre och sparar pengar. Prediktiva metoder ger operatörerna mer kontroll och förtroende för sina käftkrossars prestanda.
Bästa praxis för att optimera livslängden på käftkrossmaskiner
Matcha käftplattans material med matningsegenskaper
Att välja rätt material och design för käftplattan är avgörande för att maximera krossdelens livslängd. Operatörer bör:
- Välj käftplattslegeringar baserat på materialets slipförmåga. M1-legering fungerar bra för material med låg nötning som kalksten. Premiumlegeringar som M2, M7, M8 eller M9 är bättre för mycket slipande material som granit eller järnmalm.
- Matcha tandmönstren till matningen. Breda tänder (WT) hjälper till med matningar med högt finfördelat material genom att förhindra packning. Vassa tänder (ST) greppar flagnande eller vinklad matning, vilket minskar glidning. Grova korrugerade (CC), kraftiga (HD) eller ultratjocka (UT) plattor tål slipande matningar.
- Följ rekommendationerna för krossmodeller. Till exempel använder CJ615-krossar ofta grovkorrugerade eller kraftiga plattor med M8-legering för slipmedelsmatning.
- Rotera käftplattorna under deras livscykel för att säkerställa jämnt slitage och bibehålla bästa nypvinkel.
- Justera krossinställningarna, såsom inställning för stängd sida och nypvinkel, så att de matchar matningsegenskaperna.
Att matcha käftplattans material och design efter matningsegenskaperna hjälper till att optimera prestandan och förlänga delens livslängd.
Regelbunden inspektion och snabba utbyten
Rutinmässig inspektion och snabba utbyten av slitna delar håller krossarna igång effektivt. Operatörerna drar nytta av:
- Tidig upptäckt av slitage och skador genom regelbundna kontroller av käftplattor, lager och andra komponenter.
- Snabbt utbyte av slitna delar, vilket förhindrar ytterligare skador och bibehåller krossningseffektiviteten.
- Korrekt smörjning av rörliga delar, vilket minskar friktionen och förlänger maskinens livslängd.
- Övervakningssystem som varnar operatörer om problem, vilket stöder tidigt underhåll och sänker reparationskostnaderna.
Ett konsekvent underhållsschema, inklusive inspektioner och snabba utbyten av delar, ökar utrustningens drifttid och minskar driftskostnaderna.
Operatörsutbildning och processoptimering
Välutbildade operatörer och optimerade processer spelar en nyckelroll för att minska slitage. Operatörer bör:
- Använd korrekt matningsgradering och kontrollera matningshastigheten för att öka kapaciteten och minska slitage.
- Justera krossinställningarna, såsom inställning för stängd sida, med hjälp av shims och toggellängd för att kompensera för slitage.
- Mät avståndet mellan käftarna för att säkerställa korrekta inställningar.
- Gör endast justeringar när krossen är tom och har stoppats för att undvika för tidigt slitage.
- Lita på automatiska smörjsystem för jämn lagersmörjning.
- Förstå matningstekniker och underhållsprocedurer för att minimera slitage och förlänga maskinens livslängd.
Operatörsutbildning och processoptimering säkerställer tillförlitlig prestanda och maximerar livslängden på krossdelar.
Matningsmaterialets egenskaper påverkar slitage och livslängd förkrossdelari industriella miljöer. Operatörer som använder proaktiv övervakning, väljer slitstarka material och justerar driften kan förlänga delarnas livslängd med upp till 50 % och minska underhållskostnaderna. Branschreferenser visar att bästa praxis sänker driftskostnaderna med 10–20 % och ökar utrustningens livslängd med 15 %. Dessa förbättringar leder till högre produktivitet och en stark avkastning på investeringen.
Vanliga frågor
Vilken egenskap hos matningsmaterialet orsakar det snabbaste slitaget på käftplattan?
Hårdhet och slipkraft orsakar det snabbaste slitaget. Hårda bergarter som granit eller mineraler med kvarts slipar mot käftplattor. Operatörer ser mer frekventa byten vid bearbetning av dessa material.
Hur påverkar fukt i råmaterial käftkrossarnas delar?
Fukt kan leda till igensättning och ojämnt slitage. Klibbiga material, särskilt med lera, byggs upp inuti krossen. Denna ansamling ökar belastningen på delarna och kan orsaka snabbare slitage.
Kan operatörer minska slitaget genom att justera matningsstorleken?
Ja. Operatörer som kontrollerar matningsstorleken och avlägsnar för stora stenar eller finmaterial hjälper till att fördela slitaget jämnt. Denna metod förlänger käftplattornas livslängd och förbättrar krossens effektivitet.
Vilket material i käftplattan fungerar bäst för slipmatning?
Manganstålmed högkrom- eller TIC-insatser motstår nötningsmedel bäst. Dessa material hanterar hårda och slipande stenar och erbjuder längre livslängd.
Hur ofta bör operatörer inspektera käftkrossarnas slitdelar?
Operatörer börinspektera slitdelarvarje vecka. Regelbundna kontroller hjälper till att upptäcka tidiga tecken på skador. Snabbt utbyte förhindrar oväntade haverier och håller krossen igång smidigt.

Publiceringstid: 17 juli 2025